There are many ways to define the efficiency of a paper mill. Operations and maintenance focused people might look at maximizing production runtime and minimizing failure-based downtime. Quality person might look at produced scrap while materials person would calculate how efficiently raw material is turned into end products.
Until very recently, energy has been a secondary point of interest within paper mills. Today, energy has become the largest single production cost item. There are couple of viewpoints about energy that typically are not considered by paper mills.
First, how to define energy waste. Second, why, and where the energy is lost. Third, how the ‘energy process’ should be viewed to make significant improvements.
This article looks into these viewpoints.
1. Understand the types of waste in a paper mill process
The waste of a paper mill process is traditionally classified into five categories.
- Solid waste includes the papermaking debris that is created as a by-product of the manufacturing process, such as broken fibers, dust, and chemicals. Sludge is a semi-solid material that is produced as a result of the wastewater treatment process.
- Wastewater is the liquid that is discharged from the mill and includes the water used to clean the machinery and cool the paper pulp. Air emissions include pollutants that are released into the atmosphere from the mill’s smokestacks. Solid fuels are materials such as wood chips or bark that are burned to generate heat for the mill.
Important factor to note is that energy waste is not listed in the traditional waste categories.
Due to the ever-tightening environmental regulations, the paper mills have learned to reduce their environmental impact by properly disposing each type of waste. Focusing on waste disposal has also improved their overall efficiency since less is lost.
Solid waste is often recycled or reused in the mill’s production process. Sludge can be disposed of in a landfill, incinerated, or reused as a fertilizer. Wastewater is typically treated before it is discharged from the mill so that it meets water quality standards. Air emissions are typically captured and treated before being released into the atmosphere. And there has been a lot of focus in burning solid fuels in an efficient manner.
Today it is generally accepted that reducing waste is a good thing. By taking steps to reduce waste, the efficiency improves, the paper mills can become more sustainable and environmentally friendly. And of course, improves the mill’s financial performance. Reducing waste increases profits.
However, this commonly accepted ‘reduce waste – increase profits’ -thinking is not as widely accepted when looking at energy. If thousands of megawatt hours of energy is wasted through air emissions, it’s not called ‘waste’. Usually, it’s just ‘normal operation’. At best, it’s called ‘energy potential’. This rhetoric does not drive enough attention to improve it.

2. How to define ‘energy waste’ in a paper mill process
The traditional categorization does not include ‘energy’ as a waste item. Surely, the efficiency of burning and using solid fuels has been under significant development. The modern CHP-boilers usually operate with an efficiency rate of 85 – 90%, sometimes reaching as high as 95%. If defining waste as the efficiency of turning solid fuel into energy, the waste can be defined to be quite low.
This picture changes dramatically when we introduce a new definition of waste energy in addition to the traditional five categories. Simple, but rarely used way to define waste energy is to calculate, how much energy leaks out of the mill.
This simple thinking can be used also to calculate energy waste ratio. It is calculated from the ratio between the input and output energy of the paper mill.
Input is simply calculated as megawatt hours of energy coming into the mill as solid fuels, electricity, or natural gas. Or maybe hydrogen in the future. Output is simply calculated as megawatt hours of energy coming out from the mill. The two major output streams are typically energy within air emissions and wastewater.
A simple way to calculate waste air energy is the difference between the emission air temperature and outside air temperature, considering the humidity of air emission. Wastewater energy is similarly calculated as the difference between wastewater temperature and the temperature of the natural water source, whether it’s a lake of a river.
Off course physicist know that all temperatures above –273.15 °C (absolute zero) would have potential to recover energy. But the outside temperature is a good refence point for practical applications.
Based on the calculations done by HeatHamster experts in dozens of paper mills, the waste energy ratio is typically as high as 40 – 70 %. This means that over half of the very efficiently produced energy is not used by the paper mill process. It is wasted.

3. Why and where the energy is lost
There are a few probable causes, why so much of the produced energy is lost as waste.
First of all, the energy is used through a very fragmented and complex energy process. The heat energy goes through dozes or hundreds of process equipment. Heat exchangers, evaporators, paper machines, oil condensers and so on. Maintaining and improving such complex energy process is not simple even if you collect data from all operations.
Second reason is the abstract nature of energy. It is much easier for humans to see and understand material flows. Energy flows cannot be seen by human eye. Energy is only made visible through data and sometimes very complex calculations.
Third reason is that a paper mill is focused on producing paper. All activities, the automation systems and the maintenance operations are prioritized by the production targets. While the automation systems have a lot of indicators, warnings and quality checks for the production, very little if none are looking after energy.
These three basic root causes seem to be very common among all paper mills. When there are water drops on the paper, air dampers are opened. This fixes the production problem, but also lets energy out. When the water tank temperature goes down because of a fouling heat exchanger, the automation uses steam to warm it up without any warning. Or when the efficiency-ratio of a evaporator falls, more steam is used. None of these issues cause any warning as long as the production tons meet targets.
One might argue that this rather a cultural challenge than a technical challenge. During a century the pulp and paper companies have focused on production. And have become very good in it. If there had been similar focus on energy for a century, very little energy would be lost.
4. How the ‘energy process’ should be viewed to make significant improvements
Because of the above-mentioned reasons there is millions of Euros worth of energy lost every year by a single paper mill. On a pulp & paper group level this is dozens or hundreds of millions of Euros. The production has been optimized to a very efficient level during the last century. The energy usage viewpoint holds a huge potential for improving efficiency.
There are a lot of low-hanging fruits to recover energy. But to make significant efficiency improvements on a mill or group level, a new mind-set is needed. We need to start looking at energy in a different way.

Whenever produced energy goes out of the pipes to the air or water, it is lost money. Whenever we have warm water that cannot be used in the process because it is too cold, it is perfectly good ‘raw material’ that needs to be refined. We need to set similar targets for energy usage as we have with production. When the current 40 – 70% energy waste ratio gets near the 90% production waste ratio, we have captured the significant efficiency improvement potential.
To do this, there a couple of simple things you can do:
- Measure energy in money, not in megawatt-hours
- Calculate the input-output ratio of your energy process
- Measure how much money goes out of your pipes
- Discuss what investments you could make if this money would not be lost
HeatHamster approach to improving efficiency
HeatHamster takes a following approach to achieve this. The software classifies energy into five categories.
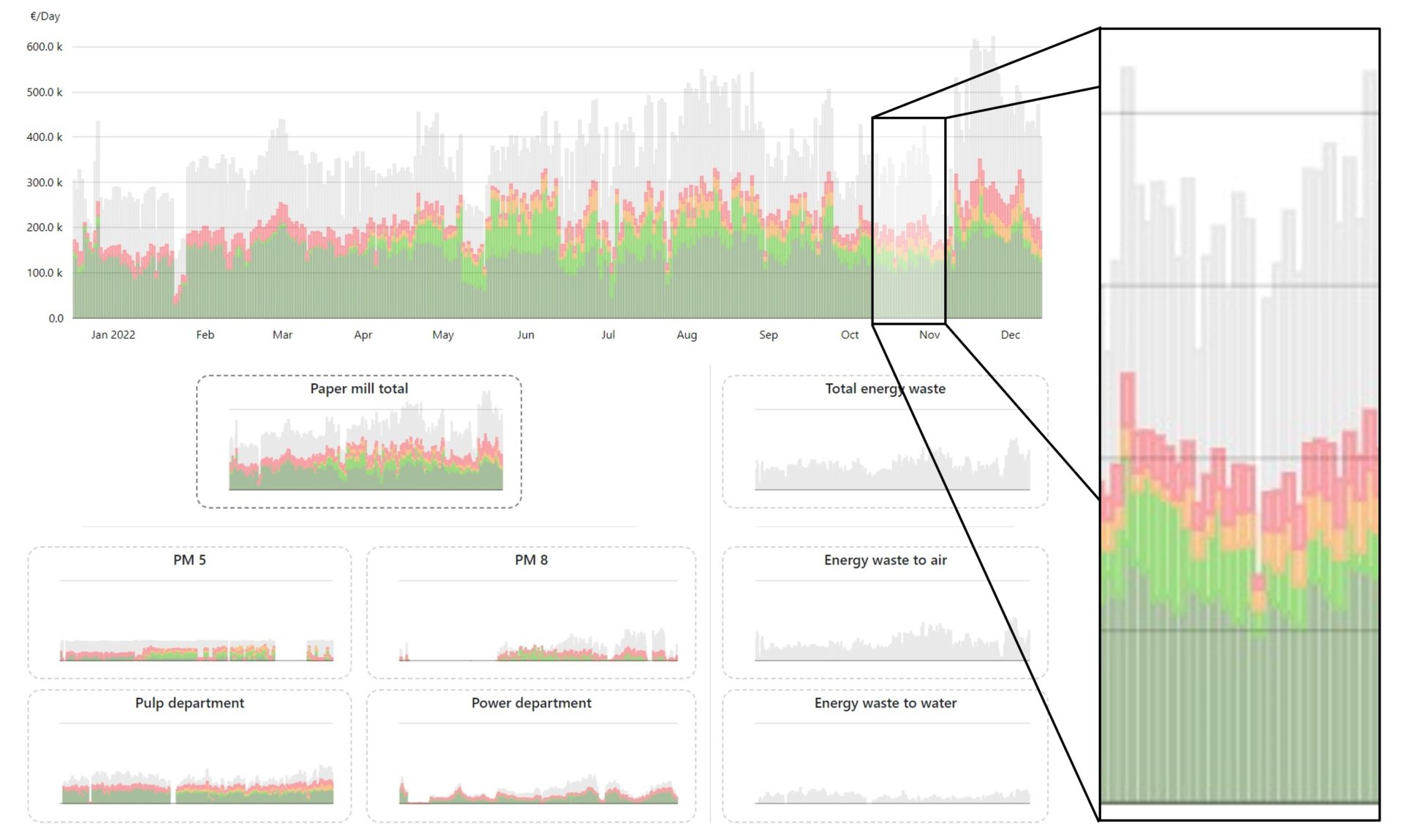
Dark green is the recovered energy, that has been historically utilized by the paper mill. Light green is the improved energy that has been recovered and utilized by better operations, such as cleaning heat exchangers and optimizing paper machine heat recovery.
Red energy is the lost energy due to inefficient operations, that can be recovered without changing the process or without making investments. Gray energy is the energy that has no use and goes out of the pipes. Mainly within air emissions and wastewater.
And then there’s the yellow energy. It is the energy that is already recovered, but for which there is not any use. For example, a water tank temperature is increased from 50°C to 60°C, even though the process needs 50°C. We call this the ‘option bank’. Now we have money-worth of energy in the bank for which we need to find use. This might be an investment to a heat pump, new piping or implementing a new heat exchanger. The risk of investment payback is eliminated because you already have recovered the energy.
This is the way the HeatHamster game goes. First, we turn all red energy into light green. Then we turn a small bit of the gray energy into yellow. Yellow is turned into green. And then again, a small bit of grey energy is turned to yellow and then to green.
The end game is to turn all gray energy to green. This would mean that the mill uses all the energy it produces. Is it possible to reach a 0% waste energy ratio, probably not. But every step towards that target means more profits for the mill. It’s a game worth playing, literally.