In recent years, energy efficiency has become a more and more important driver in the pulp & paper industry. Not only because of the rising environmental awareness, but especially because of the increasing cost of energy.
Today energy has claimed its position as a key performance indicator with the same importance as maximizing production runtime, scrap rate or material waste.
This article investigates the energy efficiency challenges from a tissue paper mill perspective.
Turning ‘energy waste’ into profits
Before going into specifics around tissue paper production, let’s take an overview of general concepts that will help you in your work towards a more energy efficient process. This applies whether you run a 2-million-ton pulp mill, a 300-thousand-ton paper machine or a 15-thousand-ton special tissue paper machine.
Traditionally waste in paper mill process is seen in five categories: solid waste, sludge, wastewater, air emissions and solid fuels. ‘Energy’ is not on the list of waste items, no matter how much of it goes out in your exhaust air or water outlet. This is the first mind-set to change. If you produce energy that your process does not utilize, it is a waste. And it is a very expensive waste.
The first step to making a change is to understand your current situation. A simple way to visualize your current situation is to classify your energy in five categories:
- Dark green energy – Historical recovered energy
- Light green energy – Improved energy due to done activities
- Red energy – Energy loss due to inefficient operations
- Gray energy – Energy that has no use and goes out of the pipes
- Yellow energy – Energy that is already recovered, but has yet no use
The second, and probably the most important step is to use money (EUR, USD, RMB, …) as your unit of measuring energy. People are usually a lot more motivated in finding a million Dollars than a couple of Megawatts.
The article “How to Improve Paper Mill Efficiency” looks more into details of this topic.

Heat recovery systems in a tissue paper mill
Compared to a larger paper or cardboard machine, the heat recovery system of a tissue paper machine has similarities and differences.
The basic concept of the heat recovery system is similar among all paper machines. Hot air is used for drying the paper. After drying the hot humid exhaust air is recovered with CHR (Conventional Heat Recovery) or AHR (Aquatic Heat Recovery).
The recovered heat energy goes through heat exchangers, which pre-heat the supply air, heat the glycol for the building heating and heat the secondary water circulation.
The article “Paper Mill Energy Recovery Systems” covers these issues in more detail.
Among the similarities to a paper or cardboard machine, a typical tissue paper machine has some important differences that affect your energy efficiency work.
Cylinders. The first technical difference is the drying section of the machine. A typical paper or cardboard machine can have dozens of cylinders and several drying sections through which the paper is dried. Tissue paper machines typically have just one large yankee cylinder.
Heat recovery towers. This has an impact on the heat recovery towers as well. While a normal paper machine can have two or three and a cardboard machine up to five heat recovery towers, a typical tissue paper machine has only one. On the other hand, the system is simpler. On the other hand, the performance of the one tower is more critical.
Heat exchangers. The lack of complex secondary energy processes and having only one heat recovery tower means that a tissue paper mill has less heat exchangers. On the other hand, the less heat exchangers, the less required maintenance work. On the other hand, one malfunctioning or fouling heat exchanger has a critical effect on the entire energy efficiency.
Higher air temperature. In a tissue paper machine, the exhaust air from the drying section has a higher temperature compared to normal paper or cardboard machines. With a well performing heat recovery this means that a lot of heat energy is usable to pre-heat the supply air. With a poorly performing heat recovery this means a lot of wasted energy.
Use of gas. One important difference comes from the energy source used to heat up the supply air in the drying section. Tissue paper machines use gas burners to heat up the supply air, whereas other pulp & paper mills use mainly steam. Due to the rising gas prices this makes the efficiency of the heat recovery more critical. More recovered energy, less used gas.

Five steps for an energy efficient tissue paper mill
When the above-mentioned differences are considered in the actions, the general principles and best practices from paper and cardboard machines apply perfectly to tissue paper machines.
However, the smaller production volumes of tissue paper machines usually do not allow economically the same kind of investments to energy efficient equipment. This highlights the importance of energy improvement steps which can be made without heavy investments.
Below you can find instructions for six energy efficiency steps, which apply to most of the tissue paper machines, if not to all.
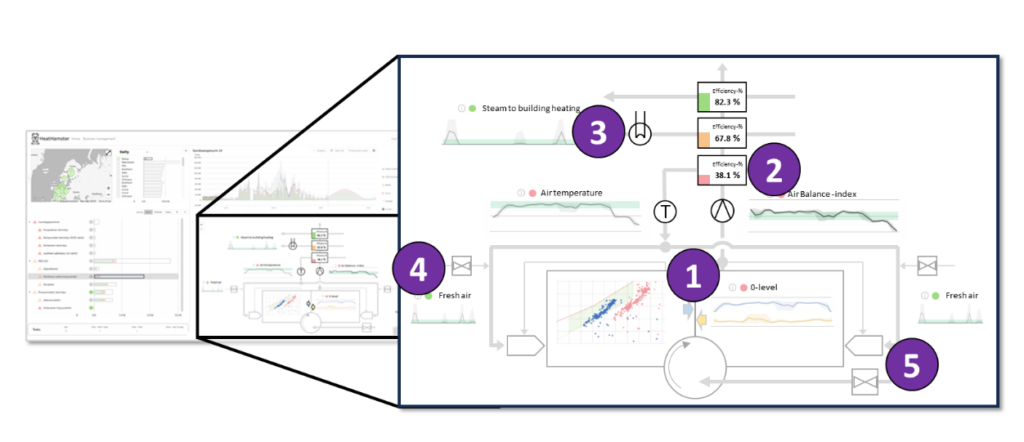
- Air balance. The basic principle goes as follows. The paper machine runs in the most energy efficient way when the same amount of air goes in as goes out. If too much of supply air goes in, hot air leaks out of the hood. If supply air is too low, the hood sucks cold air from the surroundings. In both cases you are using an unnecessary amount of energy to heat the supply air. The air balance is adjusted by changing the exhaust air fan.
However, with the tissue paper machines this can be a bit tricky since there is usually no instrumentation for air flows. If you don’t want to invest to instrumentation, you can also calculate the air balance index from the measurements that you already have. First, stoichiometry is used to calculate how much air is needed to burn the gas (supply air). Second, the water balance and air humidity are used to calculate how much water is evaporated from the paper (exhaust air). And third, mass balance is used to calculate the balance between these two.
Typically, a good set of parameters are applied when the tissue paper machine has been taken into use. However, the conditions are changing constantly. Different paper qualities, outside temperatures and heat exchanger fouling have direct impact on the air balance. That’s why it is important to monitor and control the air balance constantly with real-time data.
- Supply air heat exchanger. No matter how well your hood is balanced, if the heat exchanger in your exhaust air is fouling and doesn’t transfer the heat, you will be burning a lot of unnecessary gas. Monitoring the efficiency ratio of your heat exchanger tells you when it’s time to do a clean-up. There are several articles about predictive maintenance of heat exchangers found in: https://heathamster.com/resources/
- Steam to building heating. There should always be enough energy from the process for heat up the building. As a rule of thumb, if your heat recovery works, you never need steam for building heating. The exception to the rule is northern winters when the outside temperature is below -20°C.
If your steam valve graph is something else than a flat-zero, the first thing to check is the heat exchanger. Again, further material is found from: https://heathamster.com/resources/
- Fresh air. In the past there were cheap low-quality fuels for gas burners, which required fresh air to be added. Usually this is not needed anymore, but still the fresh air valves can be left open. Cold air comes into the circulation and more energy is needed for heating. The fresh air valve is a low-hanging fruit to be fixed. However, this will affect the entire air balance system, so make changes in small increments and monitor the changes.
- Balance between steam, gas, and electricity. In a tissue paper machine, there are typically three energy sources used to create heat for the drying section. The first source is the steam that is used to heat the cylinder. The second source is the gas that is used to heat up the supply air. The third heat source comes from the large electrical circulation fans that generate several percent of the overall heat to the drying air.
This means that you can do economical optimization between steam, gas, and electricity price. There is a certain amount of room to adjust the balance between these three energy sources without affecting the quality of the tissue paper. In the recently seen rapid energy price changes this gives you a bit more resilience to the price changes. However, this can be done only after mastering the previous four steps, since it affects the entire system.
Globally distributed production
Tissue paper production has one interesting characteristic, if you are reading this article from a global group-level perspective. The end-processing and transportation costs in tissue paper business demand a more localized supply chain. This means dozens of small mills distributed across the entire world.
Unlike the other larger pulp & paper mills, a tissue paper mill probably can’t afford to have specialized personnel for every area of expertise. Energy efficiency is typically a centralized function of the group, which means that one small energy efficiency team can be responsible for dozens of mills distributed globally.
There are at least two great challenges and opportunities here. First, how to create a comparable real-time view of all mills. Second, how to facilitate discussion between mills so that best practices and innovations are shared among all mills.
Learning these will lead to reduced energy waste and increased profits. With a 40-thousand-ton annual tissue production, you are looking at a 200 000 € annual profit increase, just to give ballpark figures. For a global group of dozens of mills, the profit increase is, well, you do the math.
Energy efficiency is not only good for the environment. It’s also a quick way to make more profits.